



















Options and accessories for precision balance RADWAG CY10-series
-
Label printer for RADWAG balances ZD421t
Regular price €980,00 VAT 0%Regular priceUnit price per


RADWAG
Software for special tasks
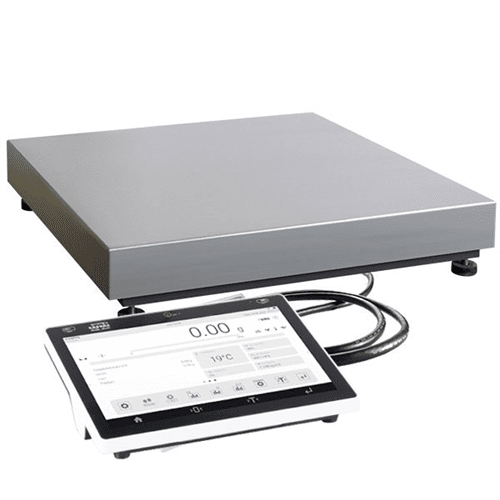
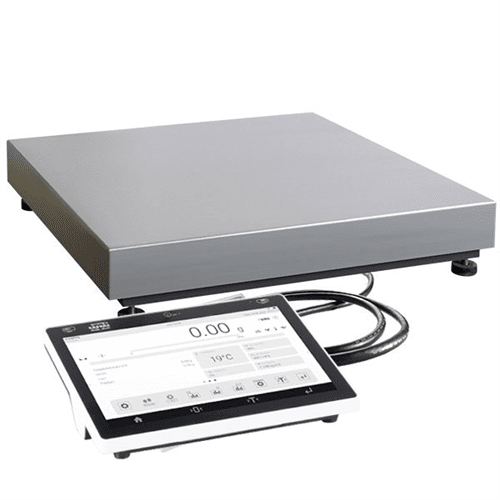
Thanks to the terminal advanced software, the CY10 series precision balance:
- Cooperates with up to 2 weighing platforms
- Continuously updates all statistical data after the next measurement is entered into the balance’s memory – either globally (regardless of the weighed commodity) or separately for each weighed commodity selected from the database
- Has a Tare mode expanded to include End-product issue mode capability
- Works with RFID tags* (accessing personal data as well as marking specific goods or recipe ingredients in the database).
* RFID ISO/IEC 14443 Type A, 13,56 MHz

Precision balance and labelling scale in one device
If you need a labeling scale, the CY10 is the perfect solution. With a terminal that:
- Cooperates with the computer program Label Editor R02
- Is compatible with ZEBRA label printers
- Supports single labels, bulk labels and bulk from bulk labels
- Allows import/ export of label designs using a pendrive
- Enables you to assign labels to goods or customers and print a global label
The CY10 series precision balance can operate as a labeling scale.

Light or dark?
Which color theme will you set on your CY10 balance? Both are user-friendly and clear, but we are curious which one you like more.